24300 Solon Road STE I, Bedford, OH 44146
Mon–Fri 8AM–5PM EST · After-Hours Support to 8PM
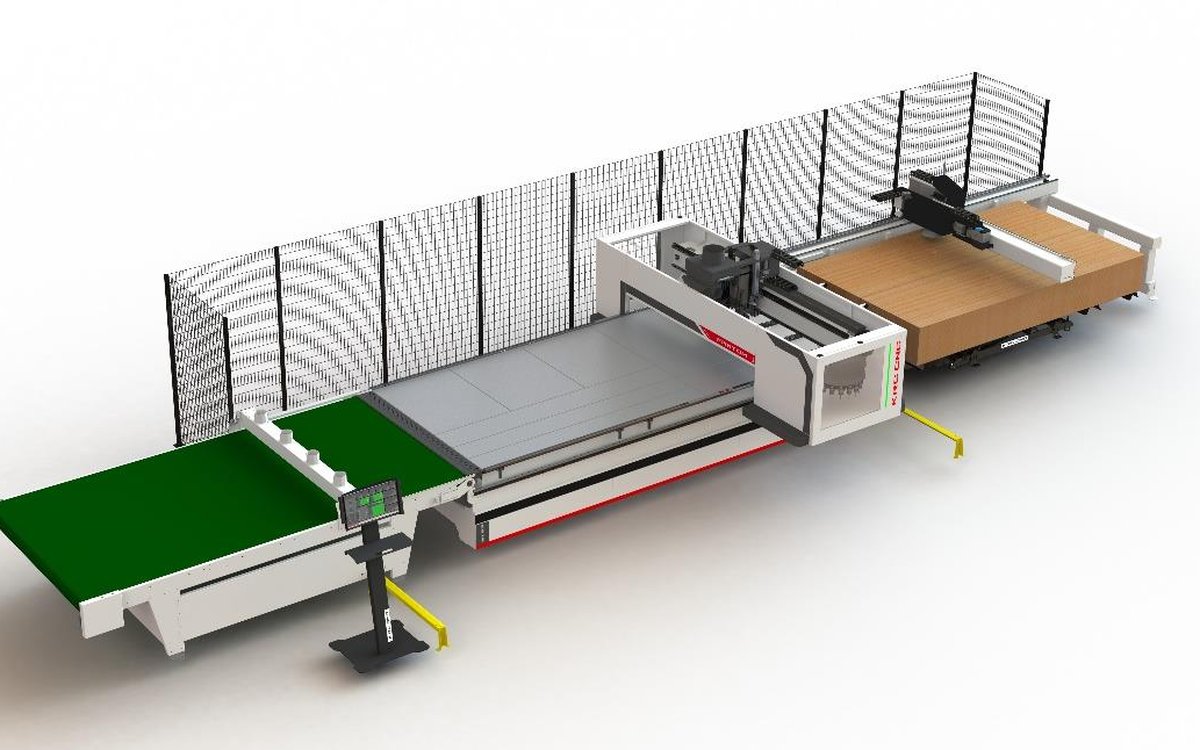
Production CNC routing engineered for serious shops.
The KRC CNC Phantom is a high-performance CNC router built for nesting, cabinet production, and high-volume woodworking. Available in 5×10 and 5×12 configurations with Beckhoff controller, servo motors and drives, 90 m/min rapid travel, 11 kW HSK F63 spindle, and an aluminum matrix table with 8 auto-concentrating vacuum zones — engineered for shops that run production, not prototypes.
The Phantom 5×10 and 5×12 are mechanically identical machines — same Beckhoff controller, same 11 kW spindle, same vacuum system, same servo drives. The difference is working area. Choose the size that matches the panels you cut.
The standard production size for cabinet shops, custom millwork, and most nesting operations. Handles full sheet goods at production speed with the full Phantom feature set.
Extended working area for shops processing oversized panels, longer architectural components, or production runs that benefit from cutting multiple parts in a single sheet layout.
The Phantom is built around three fundamentals that separate production CNC routers from hobby-grade or light-duty machines.
Beckhoff industrial PC control paired with full servo motors and drives on every axis. Fast acceleration and deceleration (6 m/s²) lets the machine reach 127 m/min vectorial speed without sacrificing accuracy at corners or wearing out tools prematurely. This is the same control architecture used in automotive and aerospace manufacturing.
The aluminum matrix table with 8 vacuum zones and 200 vacuum points automatically concentrates suction to the active machining area — holding parts firmly during cutting while reserving vacuum power where it's needed. Critical for nesting operations where small parts must stay in place as they're being released from the panel.
The Phantom monitors the three components most likely to take a CNC router out of production: spindle, servo motors, and electrical cabinets. The spindle has both vibration and temperature sensors — vibration catches bearing wear and tool imbalance before they cause damage; temperature catches overheating before it shortens spindle life. Servo motors are temperature-monitored to flag overworked drives. Electrical cabinets are temperature-monitored to catch HVAC failures before electronics burn out. The machine tells you when something needs attention before it fails.
The Phantom is built to run in automatic mode — loading multiple programs, processing them in sequence, and producing finished parts while your operator handles other shop responsibilities. Combined with optional automatic loading and offload, the Phantom approaches lights-out production for the right configuration.
This isn't just a productivity gain — it's a labor strategy. One operator can run the CNC router and simultaneously handle assembly, finishing, edge banding setup, or quality control on completed parts. The Phantom becomes a production multiplier instead of a one-operator workstation.
Operator stages panels at the input (manually or via automatic loader option).
Multiple cutting programs loaded and ready to run in sequence on the Beckhoff control.
Phantom processes panels in sequence while operator handles other production tasks.
Finished parts exit to offload table (optional), pre-labeled for downstream operations (optional).
Every KRC CNC Phantom 5×10 and 5×12 ships with the comprehensive standard equipment package below. Optional upgrades configure the machine for specific production needs and automation goals.
Both Phantom configurations share identical mechanical, electrical, and control specifications. The only difference is working area.
Whether you're upgrading from a hobby-grade router or buying your first production CNC, here's what matters and why.
CNC routing in woodworking started with twin-table and pod-and-rail machines in the 1980s and 1990s, designed primarily for door manufacturers and small-batch cabinet shops. These machines used pods (vacuum cups on movable rails) to hold individual parts in fixed positions, then routed them one at a time. Productive for their era, but slow to set up and limited to the layout the operator configured.
The shift to nesting changed everything. Modern CNC routers like the Phantom hold a full panel flat on an aluminum matrix table with vacuum, then cut multiple parts from the panel in a single program — drilling, routing, and shaping each part without operator intervention between cuts. A 5×10 panel that would have taken hours of setup and individual cuts on a pod-and-rail machine can be processed in minutes on a modern nesting CNC.
This is why CNC router specifications have changed so dramatically. Modern production routers are judged on rapid travel speeds, vacuum zoning, controller speed, and tool change capacity — because the bottleneck shifted from operator setup to machine throughput.
Nesting means cutting multiple parts from a single full-sized panel in one continuous CNC program. Instead of cutting one piece, removing it, and setting up the next, the machine processes every part on the panel in optimal sequence — typically drilling holes first, then routing internal cuts, then finally cutting the parts free from the panel.
Nesting transformed cabinet shop production because it dramatically reduces material waste (parts are positioned by software to minimize scrap) and labor (one program produces dozens of parts). It requires three things: full-sheet capacity (5×10 minimum for standard panels), strong panel hold-down (the aluminum matrix table with high-flow vacuum), and software that can generate optimized nesting layouts.
The Phantom's 8 vacuum zones with auto-concentrating control are specifically engineered for nesting — when a small part is being cut free near the edge of the panel, the system concentrates vacuum power in that zone to hold the part in place until the operator removes it.
When you're evaluating CNC routers from different manufacturers, these are the specifications and design choices that actually matter for production work:
We're KRC CNC's North American partner — with factory-trained technicians, a parts inventory in Bedford, Ohio, and direct access to KRC CNC engineering. Phone support Mon–Fri 8 AM – 5 PM EST, with after-hours support to 8 PM EST.
Technicians trained on KRC CNC machines. The same people who build them are the people who teach our team to service them.
We work directly with KRC CNC engineering. When your shop needs a part or a technical answer, you're not waiting on a chain of distributors.
Common parts and consumables stocked in Ohio for same-day shipment. Expedited factory ordering for everything else.
Phone support Mon–Fri 8 AM – 5 PM EST. After-hours support to 8 PM EST. Because production doesn't stop at 5.
Schedule a consultation to discuss your production needs, request a live demo at our Bedford showroom or via video, or talk through configuration and automation options.